NdFeB Magnets: The 2026 Supply Chain Behind the Energy Transition
Neodymium‑iron‑boron (NdFeB) magnets have become the quiet infrastructure of the energy transition. High‑performance permanent magnets underpin traction motors in electric vehicles (EVs) and direct‑drive generators in wind turbines, with industry studies such as Future Markets [1] projecting that demand for NdFeB‑related rare earth oxides could roughly triple by 2035. The constraint in 2026 is not only ore availability, but the technical and geopolitical fragility of the mid‑stream: separation of heavy rare earths, ferroboron production, and magnet manufacturing concentrated overwhelmingly in China.
From an operational perspective, this chain is unforgiving. A traction motor typically embeds around 1.2-3.8 kg of NdFeB magnets per EV, while an offshore direct‑drive wind turbine can use in the order of 600-800 kg of magnet material per megawatt of capacity [1]. Any disruption upstream of magnet block supply propagates rapidly into assembly plants and project schedules. The 2025 Chinese export licence regime for dysprosium (Dy), terbium (Tb) and related products, combined with still‑nascent ex‑China separation and recycling capacity, has turned what was once a pricing problem into a structural availability issue.
The analysis below follows the NdFeB chain end‑to‑end-from ore to motor-and focuses on where the system is actually binding between 2024 and 2026. The emphasis is on industrial feasibility, process constraints and operational risk, using concrete project examples in jurisdictions prioritising “friend‑shoring” (United States, Australia, Europe, UK) and the regulatory regimes reshaping how material can move across borders.
1. Technical Backbone: From Ore to NdFeB Motor
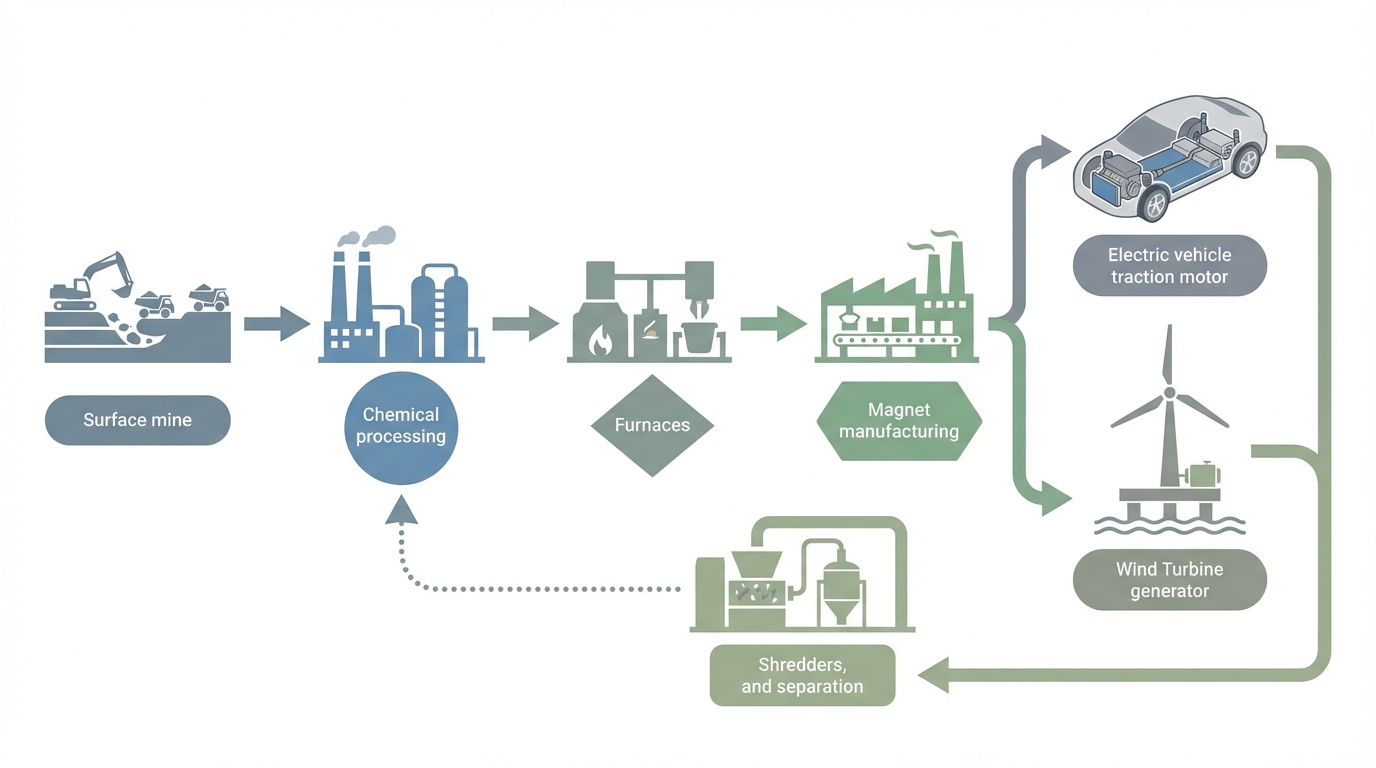
NdFeB magnets are, chemically, a relatively simple alloy family. Industrial compositions cluster around Nd2Fe14B, modified with praseodymium (Pr) and small additions of Dy or Tb to maintain coercivity at elevated temperatures. Technically, however, every kilogram of magnet embodies a long chain of extraction and processing steps: mining and concentration of rare‑earth‑bearing minerals, chemical cracking and separation, conversion to metals and alloys (including ferroboron), powder metallurgy, sintering, machining, coating and final motor integration.
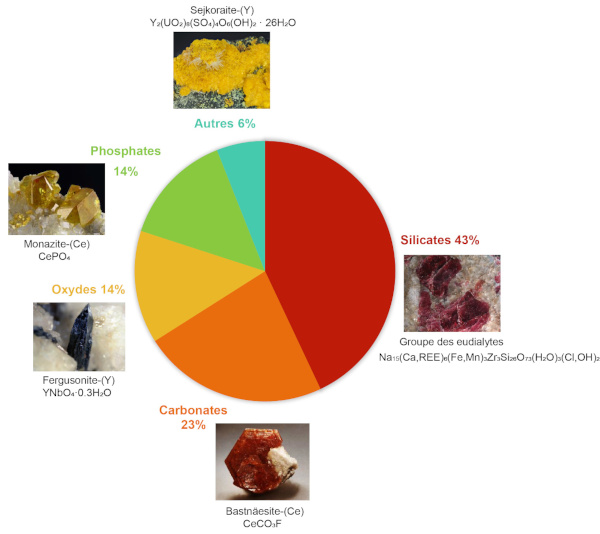
Upstream, bastnäsite and monazite remain core feedstocks. These minerals carry light rare earth elements (LREEs) such as neodymium and praseodymium, and often minor quantities of heavy rare earth elements (HREEs) including dysprosium and terbium. Deposits such as Mt Weld (Australia), Mountain Pass (USA) and monazite streams at mineral sands operations provide the geological basis for the chain [1][5][6]. Ore is mined, milled and concentrated into a rare earth mineral concentrate before undergoing “cracking” via acid or caustic roasting and leaching.
The critical mid‑stream step is solvent extraction (SX) separation. Here, multi‑stage mixer–settler banks partition the light and heavy rare earths through thousands of equilibrium stages. Dy and Tb have very similar chemical behaviour to adjacent rare earths, making high‑purity separation slow, energy‑ and reagent‑intensive. Industry reporting cited by S&P Global [5] and others indicates that >90% of global rare earth separation capacity-including essentially all large‑scale heavy rare earth separation—is located in China, with only two meaningful heavy‑rare‑earth‑capable plants outside China (in Malaysia and Estonia) [2][6].
Once separated, rare earth oxides are converted to metals (e.g., Nd metal) and then alloyed. NdFeB magnet alloy production typically uses vacuum induction melting and strip casting to form thin flakes with controlled microstructure, followed by hydrogen decrepitation (HD) and jet milling to create fine, anisotropic powder. This powder is then aligned in a magnetic field, pressed, sintered, heat‑treated, machined and coated (often with multi‑layer Ni–Cu–Ni and epoxy) to manage corrosion and mechanical robustness.
Ferroboron is a less visible but equally critical node. In industrial practice, boron is frequently introduced as a ferroalloy—ferroboron—rather than pure boron metal. Projects such as 5E Advanced Materials’ Fort Cady in California aim to produce ferroboron from boric acid feedstock, targeting around 5,000 metric tonnes (MT) per year in the longer term under a pilot starting in 2026 [3]. The United States Geological Survey has flagged that the US currently has no domestic ferroboron production and relies on imports [3], creating a distinct vulnerability even when rare earth supply is otherwise secured.
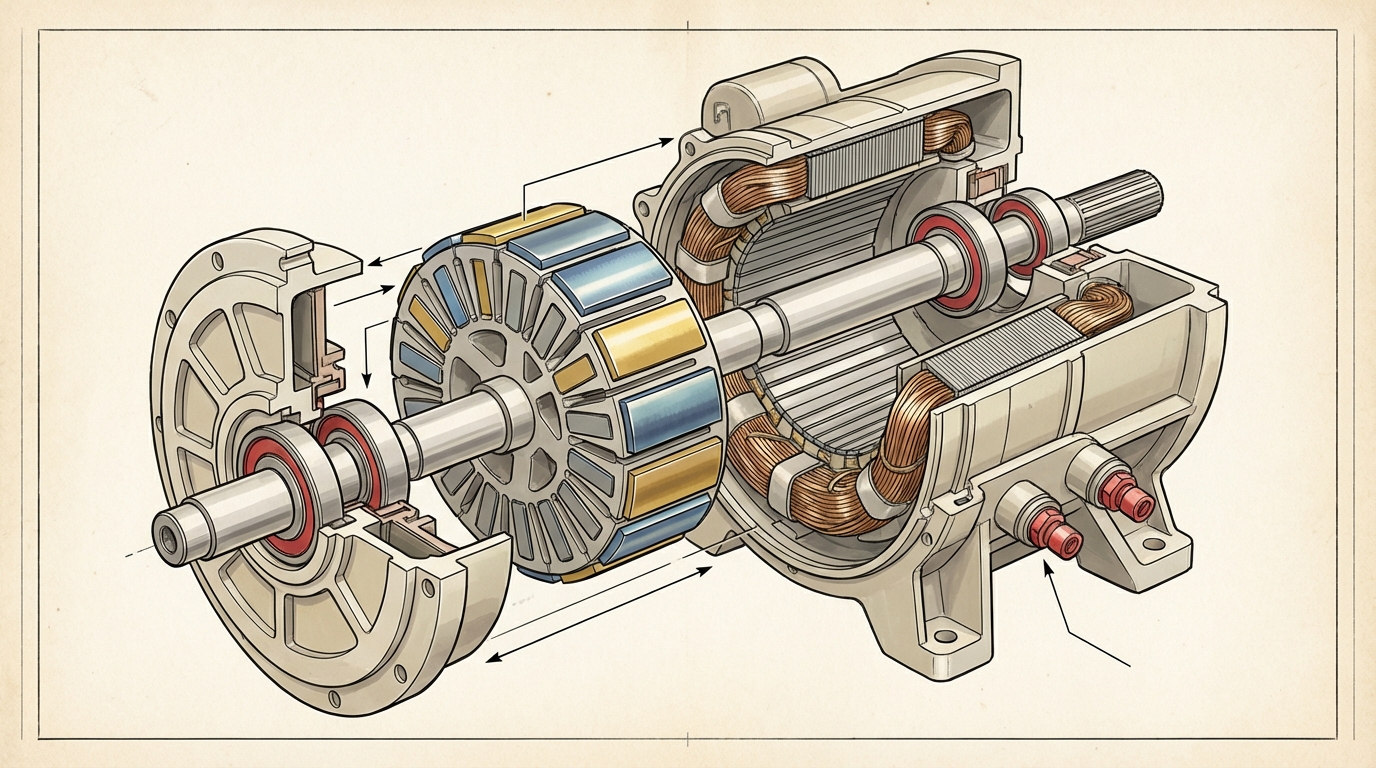
Downstream, magnet blocks are incorporated into interior permanent magnet (IPM) traction motors, generators and a wide range of aerospace and industrial applications. For high‑temperature duty—such as rotor magnets in EVs or high‑speed aerospace actuators—Dy and Tb additions are used to maintain coercivity and prevent demagnetisation. Grain boundary diffusion processes can reduce heavy rare earth content per kilogram of magnet, but cannot yet fully eliminate Dy/Tb demand without sacrificing performance for many demanding drive cycles.
2. Bottlenecks 2024–2026: Where the Chain Is Binding
The NdFeB chain is often depicted as a linear flow from mine to motor. In practice, it behaves more like a set of coupled bottlenecks. For 2024–2026, four constraints dominate: heavy rare earth separation, ferroboron production, magnet manufacturing concentration, and a recycling base too small to materially offset primary supply shocks.
| Stage | China Share (2026 est.) | Critical Bottleneck | Operational Impact by 2026 |
|---|---|---|---|
| Mining | ~60–70% REO production [5] | Limited heavy rare earth (Dy/Tb) outside China | Structural deficit for high‑temperature NdFeB magnets [5] |
| Separation & Refining | >90% [2][5] | Heavy rare earth separation monopoly; only two significant ex‑China heavies plants | Chinese export licences reported to affect c. 15% of Japanese magnet production [2][5] |
| Alloy (Ferroboron) | US 100% import reliance [3] | No US ferroboron production | Latent risk for EV and defense alloy supply [3] |
| NdFeB Magnet Manufacturing | ~92% [1][5] | Manufacturing and technology clustered in China | Downstream bottlenecks for aerospace, EVs and electronics during restrictions [2][5] |
| Recycling | <1% of supply [1][2] | Limited scrap processing and collection | Early‑stage relief; potential ~10% contribution by 2036 [1][2] |
| Motor Integration | Diversified geographically | Dependence on magnet block availability and qualification | Documented plant slowdowns and closures (e.g., Ford facility in 2025) [2][5] |
Several themes stand out. First, Dy and Tb separation capacity is tightly concentrated. S&P Global [5] and EU sources [6] consistently frame heavy rare earth processing—rather than mining—as the principal bottleneck for high‑temperature magnet material. Even where projects such as Northern Minerals’ Browns Range can supply heavy rare earth concentrate, the actual conversion to separated Dy/Tb oxides or metals often still depends on Chinese SX capacity or small ex‑China plants operating near their technical limits.
Second, China’s December 2025 export licence regime for Dy, Tb, yttrium (Y) and lutetium (Lu), as well as certain NdFeB‑related products, has system‑wide effects. Industry reporting [2][5] indicates that licences are now required not only for direct exports, but also for some products manufactured outside China that incorporate Chinese‑origin heavy rare earths, with a six‑month transition period. Exemptions exist for very low content (reported at less than 0.1% in the input data), but many traction and wind magnets fall well above such thresholds. Sources cited in the draft article point to heavy rare earth price premiums of roughly one‑quarter emerging post‑implementation, and cases where Japanese magnet plants reliant on Chinese feedstock have experienced material disruptions [2][5].
Third, ferroboron has shifted from a commodity alloy to a critical node. With the US at 100% import dependence for ferroboron and USGS explicitly highlighting the absence of domestic production [3], alloy plants producing NdFeB feedstock remain exposed even if Nd/Pr supply is diversified. The 5E Advanced Materials Fort Cady project, which targets around 5,000 MT per year of ferroboron after a pilot phase commencing 2026 [3], is emblematic: progress there directly affects the feasibility of a mine‑to‑magnet chain that does not loop back to overseas ferroboron suppliers.
Finally, magnet manufacturing remains heavily China‑centric. Estimates collated in [1] and [5] place China’s share of NdFeB magnet production around 92%, with more than 90% of processing capacity. Even when rare earth oxides or metals are sourced from Australia or the US, many magnet designs still go through Chinese grinding, sintering and finishing facilities. The Ford plant closure in Chicago in 2025, referenced in [2][5], highlights how quickly downstream automotive operations react to supply uncertainty at the magnet stage.
3. Project‑Level Nodes: 12 Critical Installations for 2026
Mapping the mine‑to‑motor chain against specific projects reveals where incremental tonnes actually translate into reduced system fragility. The draft input classifies 12 projects and plants into three tiers based on 2026 relevance: Tier 1 for immediate bottlenecks (especially separation and heavy rare earths), Tier 2 for alloy and magnet capacity, and Tier 3 for recycling and European autonomy. Capacities and timelines below derive from the sources cited [1][3][4][5][6][7][8].
Tier 1 – Immediate Bottlenecks: NdPr and Heavy Rare Earth Supply
Lynas Rare Earths – Mt Weld & Kalgoorlie (Western Australia)
Mt Weld is one of the highest‑grade rare earth deposits globally. Lynas’ operations, combined with its Kalgoorlie processing hub, are reported in the input as having capacity around 7,000 MT per year of rare earth oxides (REO) focused on NdPr, with an expansion pathway towards approximately 10,500 MT per year by end‑2026 [1][5]. Industry commentary in [1] suggests Lynas supplies in the order of 15% of ex‑China NdPr for traction motors and offshore wind. Operationally, Mt Weld and Kalgoorlie face conventional mining and processing challenges—port congestion at Fremantle, Australian environmental scrutiny of radioactive residues—but their strategic function is clear: they form one of the few large, integrated, non‑Chinese NdPr supply nodes.
MP Materials – Mountain Pass (California, USA)
Mountain Pass is currently the only significant US rare earth mine. The input cites capacity of around 40,000 MT per year of REO production from bastnäsite, with a Phase 2 separation project targeting roughly 6,000 MT per year of NdPr by late 2025 [1][7]. Reported 2025 production of around 45,000 MT REO [1] and a supply arrangement with General Motors for ~1,000 MT per year of NdFeB alloy underscore Mountain Pass’s role in enabling US‑based magnet and motor production. At the same time, MP remains constrained by external Dy/Tb supply and US permitting timelines, including Environmental Protection Agency (EPA) processes highlighted in the draft as a risk factor for 2026.
Northern Minerals – Browns Range (Western Australia)
Browns Range, in the Tanami region, is one of the few heavy rare earth‑focused projects outside China. The draft notes a planned capacity of around 1,500 MT per year of Dy/Tb‑equivalent output, with first production targeted for the second half of 2026 [1]. A pilot separation plant around 500 MT per year is referenced (Crackshot lode: 4.2 Mt at 0.61% TREO) [1]. The strategic role is straightforward: Browns Range provides Dy/Tb feedstock for high‑temperature NdFeB used in offshore wind, aerospace and high‑load EV motors. The challenges are equally clear—CAPEX inflation reported at ~30%, and opposition from some Indigenous stakeholders, which can affect timelines and social licence.
Iluka – Eneabba (Western Australia)
Eneabba reprocesses monazite‑rich mineral sands to generate rare earth‑bearing feedstock. According to [6] and the draft, it processes around 10,000 tonnes per year of monazite, with a rare earth capacity framed at around 300 MT per year of monazite‑derived rare earth content in early phases, ramping through 2026. As a producer of NdPr and some heavies, Eneabba is listed by Australia as a critical mineral project [6]. Technically, the main constraints are management of thorium‑bearing residues and logistics to Fremantle via rail, both of which add regulatory and operational complexity but also create a template for other monazite‑based projects.
Tier 2 – Alloy and Magnet Capacity: Ferroboron and Mine‑to‑Magnet Integration
5E Advanced Materials – Fort Cady (California, USA)
Fort Cady is primarily a boron resource, but its strategic role is centred on ferroboron. Morningstar‑linked reporting [3] and the draft describe a target of around 5,000 MT per year of ferroboron, with pilot‑scale operations envisaged by 2026. This directly addresses the USGS‑identified gap in US ferroboron production [3]. From a process standpoint, Fort Cady’s task is to convert boric acid streams into a consistent ferroboron alloy that meets tight impurity and composition tolerances for NdFeB producers, while integrating into broader mine‑to‑magnet initiatives in North America.
USA Rare Earth – Round Top (Texas, USA) and Magnet Plant (Oklahoma)
USA Rare Earth’s Round Top project is positioned as a full mine‑to‑magnet chain in the US. The input cites a projected 2,000 MT per year of NdFeB magnet capacity at Round Top‑linked facilities, alongside a resource base of around 1.6 billion tonnes and a Stillwater plant in Oklahoma slated for up to 4,000 MT per year of magnets [7]. The strategic ambition is to close the loop from rare earth mining through separation to finished magnets for defense and industrial applications. Heavy rare earth grades are variable, according to the draft, adding geological risk. On the processing side, establishing repeatable powder metallurgy and sintering quality at this scale, in a region without an established NdFeB labour and supply ecosystem, is a non‑trivial challenge.
Phoenix Tailings (Massachusetts, USA)
Phoenix Tailings embodies the recycling and “zero‑waste” end of the mid‑stream innovation spectrum. The company is reported in [2][7] as operating around 200 MT per year of recycled NdFeB‑related rare earths, with a scale‑up target of ~500 MT by 2026, supported by around $10 million in US Department of Energy (DOE) funding. The technical core is a plasma‑based process that claims to process magnet scrap with minimal waste. Operationally, the limit is not only technology scale‑up, but feedstock: sufficient volumes of clean, segregated magnet scrap with known composition, along with the qualification of recycled material for defense and automotive applications.
Tier 3 – Recycling and European Autonomy
HyProMag – Tyseley Energy Park (Birmingham, UK)
HyProMag’s Tyseley plant is one of the first commercial demonstrations of Hydrogen Processing of Magnet Scrap (HPMS) in Europe. The project is described in [4] as targeting around 300 MT per year of NdFeB blocks from scrap by 2026, following a 50 MT pilot in 2025. HPMS uses hydrogen to embrittle and decrepitate magnets directly from scrap motors and hard disk drives, preserving the alloy chemistry and magnetic alignment where possible. The practical constraints are hydrogen handling, contamination control and EU regulatory constraints on importing magnet scrap, including from China, within the framework of the EU Critical Raw Materials (CRM) Act [4][6].
Carester – Estonia
Carester operates rare earth separation facilities in Estonia, one of the very few heavy rare earth separation capacities outside China. The draft cites around 500 MT per year of rare earth separation capacity focused on heavies, with expansion through 2026 [2][6]. Strategically, Carester’s operations are tied to European efforts to build at least 10% domestic extraction and 40% processing of critical raw materials by 2030 under the CRM Act [6]. The plant’s feedstock, however, is still partly linked to Chinese or Chinese‑influenced streams, and is so exposed to the same dual‑use export controls that affect magnet producers in Japan or the EU.
Globe Metals & Mining – Kanyika/Associated Projects (Australia/Mozambique)
Globe Metals & Mining’s portfolio includes niobium‑tantalum and rare earth‑containing projects, with the draft indicating around 1,000 MT per year of magnet‑relevant rare earth output under development and qualification for 2026 [5][8]. The co‑production of niobium and tantalum makes these projects relevant for defense and advanced electronics. The CEO is cited in [5] as emphasising refining as the principal bottleneck: without additional separation and refining capacity for heavies, new mine output cannot fully translate into magnet‑grade feedstock. Logistics from African sites and regulatory stability add further layers of execution risk.

Peninsula (Pilbara, Australia)
Peninsula’s high‑grade monazite project in the Pilbara is positioned in the draft as an advanced exploration asset targeting around 2,500 MT per year of REO, with first production indicated for 2027 but offtakes and contracts already under discussion for 2026 [1]. The main operational constraint is water management in a desert environment, which affects both mining and chemical processing. Geopolitical risk is comparatively low, but processing risk remains: as with other monazite projects, thorium and radionuclide management must meet stringent Australian regulatory standards.
Energy Fuels – White Mesa (Utah, USA)
White Mesa is primarily a uranium mill that has increasingly shifted into rare earth processing. The input cites a capacity of around 1,000 MT per year of NdPr by 2026, supported by approximately $134 million in DOE funding across the US rare earth chain [7]. White Mesa’s co‑production model leverages existing uranium circuits to crack and process rare earth‑bearing feeds. The flip side is regulatory intensity: Nuclear Regulatory Commission (NRC) oversight, coupled with community scrutiny of radioactive waste, creates a complex permitting and compliance environment. From a resilience perspective, however, co‑processing uranium and rare earths provides a way to amortise infrastructure and maintain operating continuity under multiple commodity price regimes.
4. Process Risk and Operational Failure Modes
Looking across these projects, risk clusters as much around process engineering as around geology. Separation plants face scaling and environmental challenges, alloy and magnet plants grapple with microstructure control and impurity management, and recyclers battle feedstock heterogeneity and regulation.
Separation and refining. Solvent extraction circuits for rare earths can involve hundreds to thousands of mixer–settler stages, with tight temperature, pH and phase‑ratio control. Deviations cause cross‑contamination between adjacent rare earths, lowering product purity and increasing the need for re‑processing. Heavy rare earth circuits are particularly sensitive, as separation factors between Dy, Tb and their neighbours are small. Effluent streams often contain sulphate, nitrate and chloride species alongside radionuclides from monazite or other thorium‑bearing minerals, which require robust tailings and water treatment systems. Projects such as Eneabba and White Mesa therefore combine process control risk with regulatory scrutiny over radioactive waste streams.
Alloy and sintered magnet production. NdFeB alloy production hinges on repeated thermal and mechanical steps that define grain size, orientation and boundary chemistry. Strip casting, hydrogen decrepitation, jet milling and sintering all influence coercivity, remanence and mechanical integrity. Failure modes include abnormal grain growth, oxygen or carbon contamination from process gases and tooling, and non‑uniform Dy/Tb distribution leading to local demagnetisation at elevated temperature. Once a plant has qualified a recipe for a specific automotive or aerospace platform, even small process changes can trigger lengthy re‑qualification cycles.
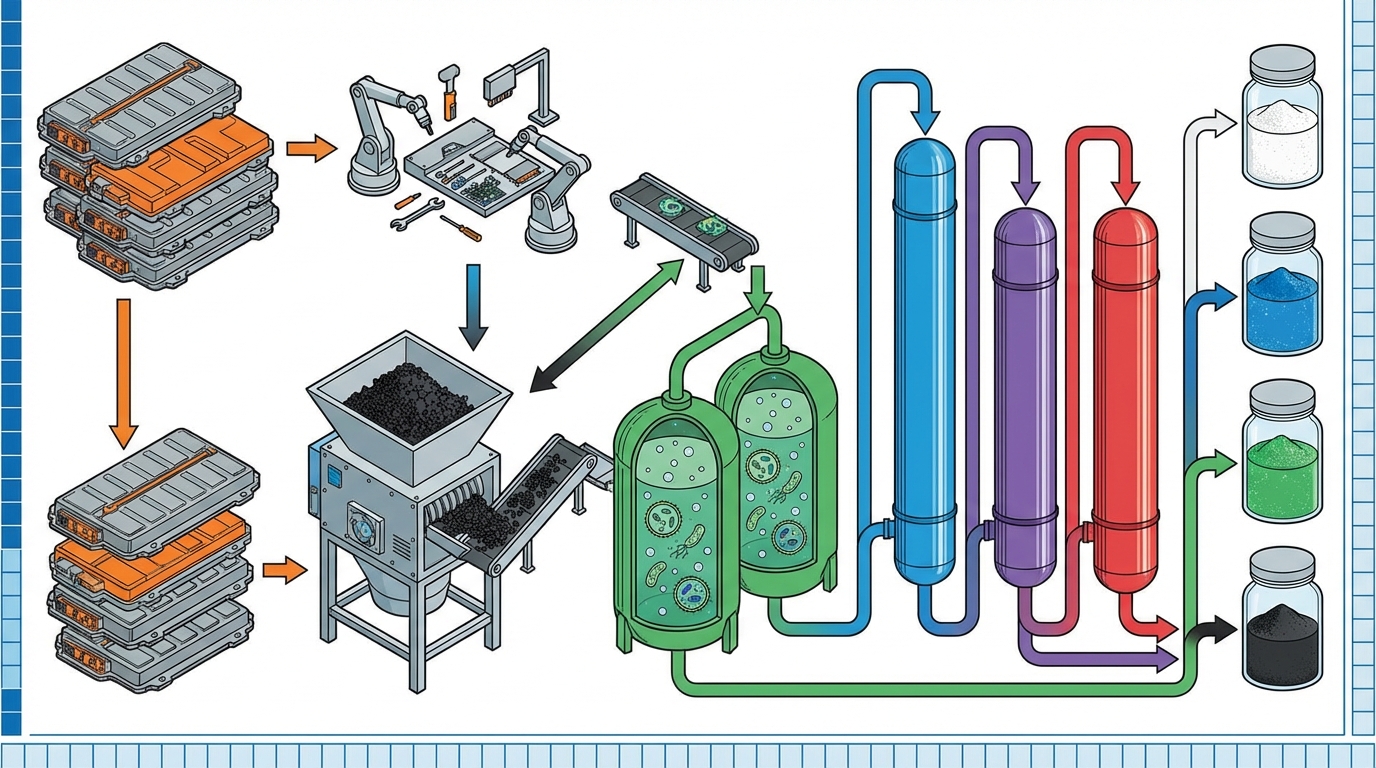
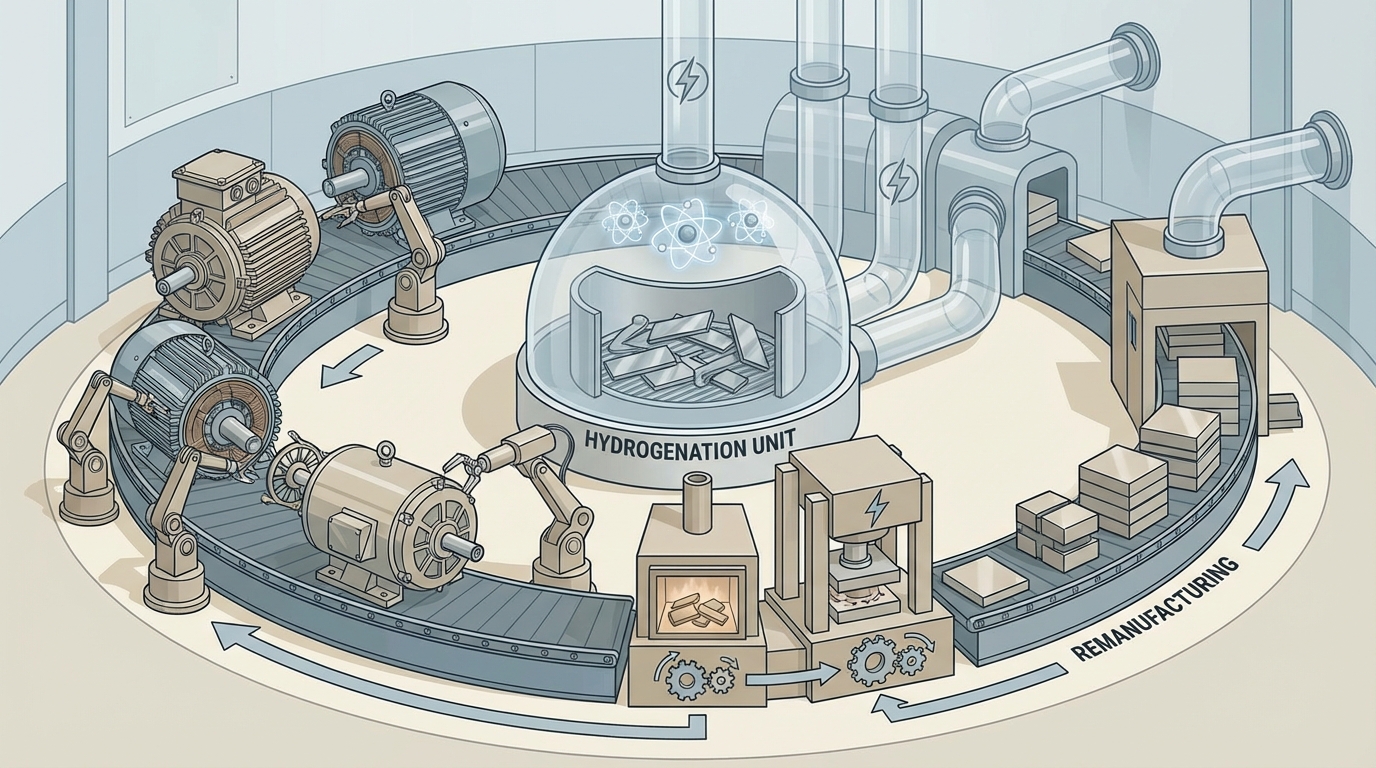
Recycling technologies. HPMS, as deployed by HyProMag, uses hydrogen to expand and crack sintered magnets in situ. This preserves much of the anisotropy and composition, allowing direct re‑use in some cases. However, hydrogen handling introduces explosion and embrittlement risks, and scrap streams frequently carry coatings, adhesives and mechanical damage that complicate processing. Plasma‑based methods such as those developed by Phoenix Tailings offer the potential for broader feedstock tolerance but must still deal with slag chemistry, off‑gas treatment and reproducible separation of rare earths from iron and other alloying elements. Across both approaches, one structural limitation dominates 2024–2026: the quantity and quality of available scrap, particularly from end‑of‑life EVs that are only now beginning to reach dismantling volumes [2][4].
These technical risks translate directly into industrial continuity questions. A separation plant excursion can temporarily reduce product purity below magnet‑grade specifications. An alloy furnace or sintering line deviation can produce entire batches of magnets that fail downstream qualification tests, delaying EV or wind turbine production by months. This is why project‑level capacity additions in tonnes per year tell only part of the story; the rest lies in process stability and qualification track record.
5. Regulation, Geopolitics and Industrial Resilience (2024–2026)
Regulatory and geopolitical developments between 2024 and 2026 are reshaping how NdFeB supply chains can be configured, sometimes more decisively than geology or technology.
Chinese export restrictions. The 2025–onwards Chinese export controls on Dy, Tb, Y, Lu and certain magnet‑related products, effective from December 2025 with a reported six‑month transition [2][5], extend beyond simple quotas. Licensing requirements apply to a range of products, and industry reports summarised in the draft suggest that even overseas manufacturing using Chinese‑origin heavies may fall within scope. Exemptions for content under about 0.1% limit relief mainly to low‑Dy/Tb applications. The net effect observed in market commentary [2][5] has been persistent price premiums on NdPr and heavy rare earth units and a heightened focus on documenting origin and content in supply contracts.
EU Critical Raw Materials Act. The EU CRM Act, adopted in 2024, sets indicative targets of 10% domestic extraction and 40% domestic processing of critical raw materials by 2030 [6]. For NdFeB‑relevant materials, this has translated into accelerated permitting pathways and potential subsidy schemes for projects such as Eneabba‑linked supply, Carester’s Estonian plant and Tyseley’s HPMS facility. The draft notes that EU funding and regulatory support are being used to fast‑track select non‑Chinese supply projects through 2026, with the explicit objective of strategic autonomy in critical minerals [6].
US DOE and defense‑linked funding. The US Department of Energy announced around $134 million of funding in 2025 to strengthen rare earth element supply chains [7]. The input links this funding to projects including MP Materials, 5E Advanced Materials and Energy Fuels, with awards expected in the first quarter of 2026 and an explicit focus on mine‑to‑magnet integration. DOE and Department of Defense (DoD) programmes have also provided support to Lynas and others for US‑based separation or magnet production targeted at defense platforms. US government analyses referenced in the draft indicate that these measures are expected to reduce NdFeB import dependence for defense applications by roughly one‑fifth [7]. The framing is explicitly one of industrial resilience and secure operation of critical defense and energy systems rather than commercial return.
Australian critical minerals policy. Australia’s Critical Minerals Strategy (2024–2026) provides tax incentives and other support for projects such as Lynas, Northern Minerals and Iluka [1]. The draft notes that this has encouraged additional non‑Chinese processing capacity, while also contributing to CAPEX cost inflation estimated around 15% on some projects [1] as the supply chain for specialised equipment, reagents and skilled labour tightens. For NdFeB, the Australian cluster plays a central role in supplying both light and heavy rare earth feedstock into global chains that are attempting to diversify away from Chinese bottlenecks.
Compliance and origin verification. Compliance teams across OEMs and magnet producers have shifted focus towards “Chinese rare earth content” verification. The draft notes that assays and documentation are being used to trace material origin, while more complex practices such as blending EU‑sourced scrap with Chinese primary material can complicate origin declarations [5]. A key operational failure mode here is misalignment between export control assumptions and actual material content, leading to shipment delays or retroactive regulatory scrutiny. The other is non‑qualification of alternative magnet suppliers, where the 6–12 month qualification timelines cited in the input [5] clash with rapid regulatory or geopolitical shocks.
6. Sectoral Implications and Trade‑Off Structures
The same set of bottlenecks expresses itself differently in EVs, wind, defense and broader industrial applications. What changes is the tolerance for cost, the flexibility of design, and the acceptable level of geopolitical exposure.
Electric vehicles. EV traction motors typically contain around 1.2–3.8 kg of NdFeB magnets per vehicle, according to the draft and [1]. IPM motors, widely used in mainstream EV platforms, rely on high‑coercivity NdFeB, often with Dy additions to maintain performance at rotor temperatures. When Dy/Tb prices spike or availability tightens, motor design teams evaluate alternatives: wound‑rotor synchronous motors, induction motors or ferrite‑based permanent magnet designs. These alternatives can reduce Dy/Tb intensity but often entail higher copper usage, increased mass, or reduced efficiency under specific drive cycles. The result is a design trade‑off between heavy rare earth exposure, efficiency targets and power density.
Fleet‑level planning models referenced in [1][4] show scenarios where a portion of EV production is supplied from ex‑China NdPr (for example via Lynas and MP Materials) combined with early‑stage recycling from HyProMag and Phoenix Tailings. In these scenarios, a meaningful share of magnet tonnes in 2026–2027 would still trace back to China, but exposure is reduced relative to an all‑Chinese mid‑stream. Qualification timelines for new magnet suppliers, typically 6–12 months as cited in [5], remain a rate‑limiting step.
Wind. Direct‑drive offshore wind turbines use around 600–800 kg of magnet material per megawatt of capacity [1]. The sheer intensity of magnet usage means that wind OEMs are extremely sensitive to Dy/Tb availability. While some designs rely on lower Dy content with careful cooling and operating envelopes, a significant portion of installed and planned fleets still expect high‑temperature NdFeB with heavy rare earth additions. Australian Tier 1 projects such as Browns Range and Mt Weld, along with separation plants like Carester and Eneabba, feature prominently in industry discussions [1][5][6] about how to anchor long‑term supply for offshore wind. The trade‑off here is between locking into long‑term, relatively concentrated supply arrangements and maintaining optionality as new projects and recycling capacity come online.
Defense and aerospace. Defense applications consume a smaller absolute tonnage of NdFeB but operate with significantly tighter specifications and much lower tolerance for supply interruption. Missile guidance systems, actuators, radar drives and other components often require bespoke magnet grades and long‑lived qualification. The draft notes qualification cycles of around 18 months for some defense and aerospace magnets [3][7]. For this segment, vertical integration efforts such as USA Rare Earth’s mine‑to‑magnet chain, MP Materials’ alloy supply agreement with GM (which also touches defense‑relevant platforms), and Energy Fuels’ co‑production model at White Mesa are primarily framed as resilience and continuity measures.
Industrial and electronics. Broader industrial and electronics uses—motors, sensors, HDDs—often have more flexibility in magnet composition and supplier choice, but face their own constraints. Many depend on commodity‑grade NdFeB magnets produced in large volumes by Chinese manufacturers. Shifting to ex‑China suppliers typically involves price premiums and logistics adjustments. In this segment, magnet recycling from HDD scrap using HPMS, like HyProMag’s process, can play a larger role earlier, as qualification thresholds for consumer and industrial electronics can be less stringent than for EV or defense platforms.
Across sectors, a few trade‑off structures recur: concentration versus resilience (large Chinese clusters versus dispersed smaller ex‑China plants), performance versus heavy rare earth intensity (high‑Dy NdFeB versus alternative motor topologies), and primary mining versus recycling (capital‑intensive new mines versus slower‑building scrap flows). After several years of mapping and scenario work, a consistent pattern emerges: new mining and separation projects can add tonnes, but without parallel progress in ferroboron, magnet manufacturing and recycling, the effective ceiling on usable NdFeB in 2026–2028 remains lower than simple capacity sums would suggest.
7. Synthesis: Conditions for Success and Failure in the NdFeB Chain
By 2026, the NdFeB magnet supply chain is defined as much by mid‑stream chemistry and regulatory regimes as by mine output. Heavy rare earth separation remains the tightest bottleneck, with projects like Browns Range and Carester providing incremental relief but not yet altering the fundamental concentration of Dy/Tb processing in China. Ferroboron stands out as a quietly critical variable: without domestic US ferroboron production, even a fully domestic NdPr supply risks bottlenecking at the alloy stage.
On the upside, several elements of the system are shifting in favour of greater resilience. Australian and US projects such as Lynas, MP Materials, Iluka Eneabba, Energy Fuels and USA Rare Earth are progressing along the path from resource to separated oxides and, in some cases, to magnets. HPMS and plasma‑based recycling demonstrated by HyProMag and Phoenix Tailings are building the foundation for a scrap‑fed buffer that industry analyses [1][2][4] see contributing around 10% of NdFeB‑relevant material by the mid‑2030s. EU and US policy frameworks (CRM Act, DOE and DoD programmes) are explicitly structuring incentives around continuity of critical operations rather than short‑term price signals.
The downside risks are equally concrete. Export control tightening on Dy/Tb and related products, delays in environmental or nuclear‑related permitting for key separation plants, and non‑qualification of new magnet producers within required timeframes have all been observed in recent years and remain live failure modes. Logistics constraints—such as congestion at Fremantle for Australian exports or rail bottlenecks in North America—can act as unexpected choke points for what is otherwise technically available capacity.
After several years of closely tracking these projects, one insight stands out: NdFeB is no longer just a materials story; it is a systems‑engineering problem spanning chemistry, policy, logistics and long‑cycle qualification. The systems that manage to maintain stable magnet supply into EV, wind and defense platforms over 2024–2028 will be those that treat heavy rare earth separation, ferroboron availability, magnet process stability and regulatory compliance as a single, coupled risk surface rather than as isolated problems. TI22 Strategies’ work continues to focus on active monitoring of weak signals—policy drafts, project execution data, qualification milestones and technology shifts—that can materially change that risk surface for NdFeB supply chains.
Note on the TI22 methodology TI22’s assessments combine continuous monitoring of official texts and regulatory signals (including export control bulletins and critical raw material strategies), structured market and project data from sources such as S&P Global and DOE publications, and detailed analysis of technical specifications and end‑use requirements in EV, wind and defense applications. This cross‑view makes it possible to link seemingly minor changes—such as a permit delay at a separation plant or a new HPMS pilot—to concrete implications for magnet availability and industrial continuity.
Sources
- [1] Future Markets Inc., “The Global Energy Transition Market 2026–2036: Critical Materials, Technologies & Supply Chains” – Link
- [2] Okon Recycling, “Magnet Recycling and Applications – Sustainability and Magnets” – Link
- [3] Morningstar / Accesswire coverage of 5E Advanced Materials and USGS commentary on ferroboron – Link
- [4] Benchmark Minerals, “Making Sense of the Energy Transition’s Most Complex Supply Chains” – Link
- [5] S&P Global Commodity Insights, “Rare earth supply bottlenecks set to persist in 2026” – Link
- [6] European Court of Auditors / EU documents on the Critical Raw Materials Act – Link
- [7] US Department of Energy, “Energy Department Announces $134 Million Funding to Strengthen Rare Earth Element Supply” – Link
- [8] Globe Metals & Mining and related disclosures – Link
- Lynas Rare Earths – Mount Weld project overview – Link
- MP Materials – Mountain Pass mine overview – Link
- Northern Minerals – Browns Range project – Link
- Iluka Resources – Eneabba operations – Link